


 English
English 中文简体
中文简体 русский
русский


Консультация по продукту
Ваш адрес электронной почты не будет опубликован. Требуемые поля отмечены *


Контент
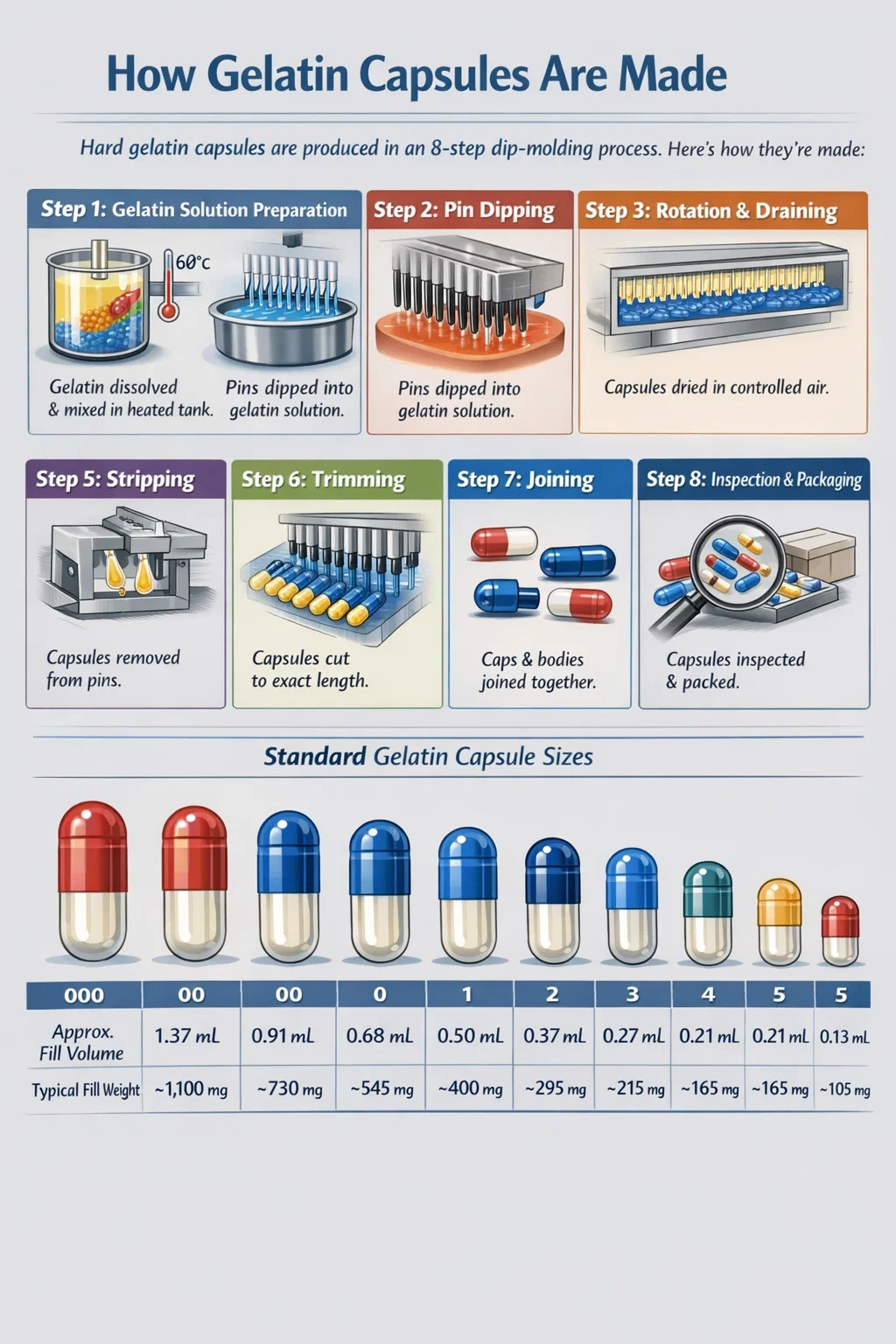
Капсулы, особенно желатиновые, производятся методом формования погружением, при котором прецизионные штифты из нержавеющей стали погружаются в раствор желатина с контролируемой температурой, извлекаются, сушатся, зачищаются, обрезаются и соединяются, образуя готовую оболочку. Этот процесс применим к твердые желатиновые капсулы (ТЖК) , на долю которых приходится примерно 70–75% всех капсул, производимых в мире. Мягкие желатиновые капсулы (мягкие капсулы) изготавливаются с использованием другого метода капсулирования с помощью вращающейся головки, при котором оболочка и наполнитель формируются одновременно.
Весь цикл производства твердых желатиновых капсул — от погружения иглы до готовой оболочки — обычно занимает От 45 до 50 минут на цикл партии на современной автоматизированной линии с одной производственной машиной, способной производить более 1 миллиона оболочек капсул в час. Понимание этого процесса важно для производителей фармацевтических препаратов, брендов нутрицевтиков, аптек, производящих рецептуры, а также для всех, кто ищет или оценивает материалы для капсул.
Желатиновая капсула представляет собой оболочку, изготовленную в основном из желатина — белка, полученного в результате частичного гидролиза коллагена, полученного из костей, кожи и соединительных тканей животных, чаще всего бычьего или свиного происхождения. Оболочка растворяется в желудочном соке в течение от 3 до 10 минут , эффективно высвобождая его содержимое в пищеварительную систему.
Желатиновые капсулы доминируют на рынке фармацевтических препаратов и пищевых добавок по нескольким измеримым причинам:
В коммерческом производстве существуют два основных типа желатиновых капсул: твердые желатиновые капсулы и мягкие желатиновые капсулы. Их производственные процессы фундаментально различны, и их применение отражает эти различия.
Прежде чем изучать производственный процесс, необходимо понять, какие исходные материалы напрямую определяют качество скорлупы, эффективность растворения и соответствие нормативным требованиям.
Желатин фармацевтического качества, используемый при производстве капсул, должен соответствовать спецификациям, изложенным в Фармакопее США (USP), Европейской фармакопее (Ph. Eur.) и Японской фармакопее (JP). К основным параметрам качества относятся:
Оболочки из чистого желатина были бы слишком хрупкими для практического обращения. Пластификаторы добавляются для придания гибкости. Для твердых капсул содержание пластификатора поддерживается минимальным (ниже 1–2%). Для мягких желатиновых капсул концентрация пластификатора намного выше — обычно 20–30% состава скорлупы . Наиболее распространенным пластификатором является глицерин, а сорбит используется в изделиях, чувствительных к влажности.
Диоксид титана используется в качестве глушителя для предотвращения световой деградации светочувствительных наполнителей. Разрешенные красители (красители FD&C, оксиды железа, натуральные пигменты, такие как аннато или кармин) добавляются в раствор желатина перед погружением. Одна оболочка капсулы может содержать От 0,01% до 2% диоксида титана по массе в зависимости от требуемого уровня непрозрачности.
Очищенная вода (соответствующая стандартам USP или Европейской фармакопеи) является основным растворителем для растворения желатина. Раствор желатина, используемый при окунании, обычно содержит 30–40% сухих веществ желатина, растворенных в воде. , поддерживаемую при температуре 50–60°C, чтобы поддерживать вязкость раствора, подходящую для погружения.
Некоторые производители добавляют в желатиновую массу антимикробные консерванты низкой концентрации, такие как диоксид серы (SO₂), чтобы предотвратить микробное загрязнение во время переработки. Разрешенный уровень в готовом желатине обычно не превышает 50 мг/кг за Ph. Eur. спецификации.
Производство оболочек твердых желатиновых капсул осуществляется в строго контролируемой последовательности этапов. Каждая фаза происходит в отдельной секции автоматизированной машины для изготовления капсул (например, производства Capsugel, ACG или Qualicaps). Вот подробная разбивка каждого этапа:
Желатиновые гранулы фармацевтического качества взвешивают и растворяют в очищенной воде с использованием смесительного сосуда с рубашкой и контролируемым нагревом. Решение доведено до 60–70°С при непрерывном перемешивании в течение 2–4 часов до полной однородности. На этом этапе добавляются красители, замутнители и любые наполнители. Окончательный раствор дегазируется в вакууме, чтобы удалить пузырьки воздуха, которые в противном случае образовали бы поры в готовой оболочке. Затем раствор переносят в резервуар для хранения, где температура поддерживается на уровне 50–55°С для предотвращения преждевременного гелеобразования, сохраняя при этом вязкость, необходимую для погружения.
Основой производства твердых капсул является процесс формования погружением. Штифты из нержавеющей стали или латуни, изготовленные с точностью до размеров капсул каждого размера (от размера 000 до размера 5, с соответствующими объемами от 1,37 мл до 0,13 мл), расположены в стержнях, содержащих сотни штифтов каждый. Эти штифты сначала очищаются, осматриваются и предварительно смазываются разделительной смазкой (обычно это смазка для форм на основе цетримида или аналогичных веществ), чтобы облегчить удаление капсул.
Затем стержни окунают в раствор желатина с контролируемой температурой. Погружной бак поддерживается при 45–50°С чтобы желатин равномерно покрыл булавки. Шпильки корпуса и штифты колпачка погружаются отдельно, так как они имеют немного разные размеры — колпачок имеет немного больший диаметр, что позволяет корпусу скользить внутрь и фиксироваться во время соединения. Глубина погружения и скорость извлечения точно контролируются для достижения одинаковой толщины стенки корпуса. от 0,09 до 0,12 мм .
Сразу после погружения стержни переворачиваются и медленно вращаются. Такое вращение обеспечивает равномерное распределение желатиновой пленки по всей поверхности штифта, предотвращая скопление на кончике. На этом этапе избыток желатина стекает обратно в резервуар для окунания, что сокращает отходы материала.
Штифты с покрытием проходят через серию сушильных камер, где кондиционированный воздух с точно контролируемой температурой и влажностью направляется на желатиновую пленку. Условия сушки обычно 20–25°C при относительной влажности 30–45 %. . Слишком быстрое высыхание приводит к растрескиванию; недостаточная сушка делает скорлупу мягкой и липкой. Сушильный туннель на современной автоматизированной машине может быть Эффективная длина от 30 до 50 метров , с несколькими зонами температуры и влажности для постепенного и равномерного высыхания. Этот этап обычно занимает 30–40 минут общего времени пребывания в туннеле.
После высыхания до нужного содержания влаги (обычно 13–16% по массе На этом этапе полужесткие желатиновые оболочки механически снимаются со штифтов с помощью резиновых захватов, которые захватывают и снимают оболочку без деформации. Это критический шаг: любые неровности поверхности штифта или недостаточная смазка приведут к разрыву или деформации на этом этапе.
Очищенные ракушки имеют неровный открытый конец (тот конец, который находился на кончике штифта). Прецизионные вращающиеся ножи обрезают каждую оболочку до точно указанной длины. Длина крышки и корпуса твердой желатиновой капсулы определяется стандартно — например, длина корпуса капсулы размера 0 составляет 18,0 мм и длина шапки 11,7 мм (приблизительные стандартные размеры; точные характеристики зависят от производителя). Точность обрезки обычно находится в пределах ±0,3 мм.
Обрезанные корпуса и крышки подаются в секцию соединения, где они предварительно фиксируются: корпус вставляется в крышку в положение предварительного закрепления, удерживая их вместе как пустые оболочки во время операций по транспортировке и наполнению. Предварительно запертые капсулы можно легко отделить с помощью автоматов для наполнения, а затем полностью закрыть после завершения наполнения. В механизме соединения используются направляющие и кулачковые толкатели, которые вставляют корпус в крышку на контролируемую глубину.
Готовые оболочки пустых желатиновых капсул проходят через автоматизированные системы контроля, оснащенные камерами и датчиками, которые обнаруживают видимые дефекты — точечные отверстия, двойные стенки, трещины, вмятины и несоответствия цвета. Уровень брака на современных линиях в хорошем состоянии обычно ниже 0,5% . Принятые снаряды упаковываются в полиэтиленовые пакеты в картонные коробки и хранятся при контролируемых условиях. 15–25°C и 35–65 % относительной влажности. для сохранения целостности скорлупы в течение срока годности (обычно 3–5 лет).
Твердые желатиновые капсулы производятся стандартизированных размеров, каждая из которых соответствует определенному объему наполнения. Выбор правильного размера является важным решением при разработке рецептуры.
| Размер капсулы | Приблизительный объем заполнения (мл) | Типичная масса наполнения (мг) при плотности 0,8 г/мл | Общие приложения |
|---|---|---|---|
| 000 | 1.37 | ~1100 | Высокие дозы ветеринарных, нутрицевтиков |
| 00 | 0.91 | ~730 | Рыбий жир, экстракты трав. |
| 0 | 0.68 | ~545 | Самый распространенный размер безрецептурных добавок |
| 1 | 0.50 | ~400 | Фармацевтические рецептурные препараты |
| 2 | 0.37 | ~295 | Составы средней дозы |
| 3 | 0.27 | ~215 | Сильнодействующие API, педиатрические препараты |
| 4 | 0.21 | ~165 | Очень сильнодействующие препараты |
| 5 | 0.13 | ~105 | Неонатальный и микродозирование |
Мягкие желатиновые капсулы (softgels) производятся с использованием процесс капсулирования ротационной головки , изобретенный Робертом Паули Шерером в 1933 году. В отличие от производства твердых капсул, процесс изготовления мягких капсул формирует оболочку и одновременно инкапсулирует наполняющий материал в ходе непрерывной операции.
Теплую желатиновую массу (содержащую желатин, пластификатор — обычно глицерин и/или сорбит в количестве 20–30% от массы сухого желатина — и воду) наносят на охлаждаемые литейные барабаны с образованием непрерывных желатиновых лент контролируемой толщины, обычно Толщина от 0,5 до 1,2 мм . Одновременно формируются две ленты — по одной на каждую половину капсулы.
Две желатиновые ленты подаются с противоположных сторон во вращающийся фильерный механизм, состоящий из двух фильерных валков, вращающихся в противоположных направлениях. Когда ленты сходятся к матрицам, наполнительный материал (жидкость, суспензия или паста) впрыскивается из наполнительного насоса через клиновидный механизм впрыска, расположенный между лентами. Штампы штампуют и герметизируют желатин вокруг наполнителя с помощью тепла и давления — обычно 37–40°C на поверхности матрицы — одновременно срезая капсулу с ленты. Это позволяет получить герметично закрытую капсулу за одну операцию.
Свежесформированные мягкие капсулы содержат 30–40% влаги и надо сушить. Их переносят в сушильные машины — большие вращающиеся барабаны с кондиционированным потоком воздуха — где они непрерывно 2–4 часа для предотвращения прилипания и обеспечения равномерного высыхания. Последующая сушка лотка может продолжаться в течение 24–48 часов в контролируемых условиях до тех пор, пока скорлупа не достигнет равновесного содержания влаги примерно 6–10% по весу .
Наполнитель мягкой желатиновой капсулы должен быть жидким или полутвердым при температуре обработки. К материалам, несовместимым с наполнителем из мягких капсул, относятся:
Капсулы гидроксипропилметилцеллюлозы (HPMC), также называемые вегетарианскими или веганскими капсулами, завоевали значительную долю рынка в качестве альтернативы желатиновым капсулам, особенно для продуктов, ориентированных на вегетарианских, веганских, халяльных и кошерных потребителей. В процессе производства капсул HPMC используется тот же принцип формования погружением, но с важными отличиями.
| Параметр | Желатиновая капсула | ГПМЦ Капсула |
|---|---|---|
| Материал корпуса | Желатин животного происхождения | Целлюлозный полимер растительного происхождения |
| Время растворения (желудочный) | 3–10 минут | 15–30 минут |
| Чувствительность к влаге | Высокая (хрупкая при относительной влажности ниже 12%, мягкая при относительной влажности выше 65%) | Ниже — более стабильно во всем диапазоне относительной влажности. |
| Стоимость за единицу | 0,01–0,05 доллара США | 0,03–0,10 доллара США (примерно в 2–3 раза выше) |
| Совместимость скорости наполнения | Отлично — работает на всех стандартных наполнителях. | Хорошо — может потребоваться регулировка скорости |
| Риск перекрестных связей | Да — альдегиды и редуцирующие сахара могут сшивать скорлупу. | Нет — не подвержен сшиванию |
| Диетическая пригодность | Не подходит для веганов/вегетарианцев | Подходит для всех диетических предпочтений |
Одной из наиболее практически значимых проблем при производстве и рецептуре желатиновых капсул является сшивка оболочки — химическая реакция, при которой альдегидсодержащие соединения (из вспомогательных веществ, наполнителей или упаковки) реагируют с аминогруппами в белковых цепях желатина, образуя ковалентные связи, которые делают оболочку жесткой и устойчивой к растворению.
Сшитые желатиновые оболочки могут пройти первоначальное испытание на растворение, но не могут пройти после этого. 3–6 месяцев хранения , создавая серьезный риск биодоступности, который часто не обнаруживается до тех пор, пока не начнутся исследования стабильности. Двухуровневый тест на растворение USP был специально разработан для решения этой проблемы: капсулы, которые не соответствуют стандартным критериям растворения, снова тестируются в присутствии ферментов (пепсина или панкреатина), чтобы определить, является ли причиной перекрестное сшивание.
Известные триггеры сшивки в системах желатиновых капсул включают:
Стратегии смягчения последствий включают замену лактозы невосстанавливающими сахарами (например, маннитом или микрокристаллической целлюлозой), использование осушителей и инертных газов в свободном пространстве в упаковке, выбор капсул HPMC для рецептур, чувствительных к альдегидам, и проведение ускоренных испытаний на стабильность при 40°C/75% относительной влажности в течение 6 месяцев как стандартный протокол.
Производители капсул, поставляющие фармацевтическую промышленность, должны работать в соответствии с cGMP (действующая надлежащая производственная практика) нормативам, определенным FDA 21 CFR, части 210/211 (США), EudraLex Volume 4 (ЕС) или эквивалентными национальными рекомендациями. Режим контроля качества при производстве желатиновых капсул охватывает несколько аспектов:
Помимо стандартных твердых и мягких желатиновых капсул, индустрия капсул разработала специализированные варианты, отвечающие конкретным требованиям по доставке лекарств. Эти модификации вносятся либо во время изготовления корпуса, либо в ходе постпроизводственной обработки.
Стандартные желатиновые капсулы быстро растворяются в желудочной кислоте (рН 1–2). Для лекарств, которые являются кислотолабильными или должны быть доставлены в кишечник, желатиновые капсулы после наполнения покрывают кишечнорастворимыми полимерами, такими как фталат гидроксипропилметилцеллюлозы (HPMCP), ацетатфталат целлюлозы (CAP) или Eudragit L100 . Эти покрытия остаются интактными при pH желудка ниже 5,0, но растворяются при pH кишечника выше 5,5–6,0, обеспечивая целевое высвобождение из кишечника.
Твердые желатиновые капсулы могут быть наполнены жидкими или полутвердыми составами — технология, которая объединяет простоту производства твердых капсул с преимуществами биодоступности, традиционно связанными с мягкими гелями. Жидкие наполнители для твердых капсул должны быть неводные или содержат менее 10% воды во избежание размягчения скорлупы. После наполнения капсулы герметизируют с помощью бандажа (желатиновая лента, накладываемая вокруг места соединения крышки с корпусом), термосварки или центрифугирующей сварки. Этот формат показал особую полезность для улучшения биодоступности плохо растворимых препаратов классов BCS II и IV с помощью систем доставки лекарств на основе липидов (LBDDS).
Помимо HPMC, для конкретных применений доступны альтернативные материалы оболочки. Капсулы пуллулана (изготовленные из ферментированной тапиоки) обладают превосходными кислородно-барьерными свойствами — скорость передачи кислорода примерно равна в 10 раз ниже, чем у желатина — что делает их пригодными для наполнителей, чувствительных к окислению. Капсулы на основе крахмала являются еще одной альтернативой, не содержащей животных, но используются реже из-за более высокой хрупкости и проблем с обработкой.
Сама оболочка желатиновой капсулы обычно не используется для достижения модифицированного высвобождения — эта функция обычно встроена в наполнитель (пеллеты с покрытием, мини-таблетки, гранулы с контролируемым высвобождением). Однако желатиновая капсула является идеальным контейнером для размещения нескольких групп гранул с разными профилями высвобождения. Например, твердая желатиновая капсула размера 0 может содержать смесь Гранулы с немедленным высвобождением и 8-часовым пролонгированным высвобождением в одной капсуле, создавая двухфазный профиль высвобождения на простом этапе производства.
Пустая оболочка желатиновой капсулы — это только часть истории. Процесс розлива, осуществляемый фармацевтическими производителями, контрактными организациями по разработке и производству (CDMO) или аптеками, производящими рецептуры, одинаково важен для качества конечного продукта.
Промышленные наполнители капсул (от таких производителей, как IMA, Bosch/Syntegon и MG America) работают на основе непрерывного или прерывистого движения. Они открывают предварительно запертые оболочки капсул, наполняют корпус дозой порошка, гранул или жидкости, а затем закрывают и выбрасывают заполненную капсулу. Производительность высокоскоростных ротационных наполнителей варьируется от От 150 000 до 500 000 капсул в час . Контроль изменения веса достигается с помощью автоматических чеквейеров, которые обычно отбраковывают капсулы, выходящие за пределы допуска спецификации. ±5% от целевого веса наполнения для порошковых заливок.
Для мелкосерийного производства или производства клинических испытаний пластины для наполнения капсул (Torpac, Capsule Machine) позволяют заполнять капсулы вручную. От 50 до 300 капсул на партию . Полуавтоматические настольные наполнители устраняют пробелы и облегчают транспортировку. От 5000 до 50 000 капсул в час и распространены на небольших фармацевтических предприятиях и в специализированных учреждениях по производству рецептур.
Наполнение твердых желатиновых капсул должно происходить в контролируемых условиях. Наиболее важным параметром является относительная влажность: желатиновые оболочки становятся слишком хрупкими, чтобы с ними можно было обращаться ниже. 30% относительной влажности и слишком мягкий и липкий сверху 60% относительной влажности . Стандартные условия в заправочном зале 20–25°C и 40–55 % относительной влажности. . Во влажном климате заправочные помещения требуют активного осушения с помощью проверенных систем отопления, вентиляции и кондиционирования.
Для фармацевтических компаний, брендов нутрицевтиков и CDMO выбор подходящего поставщика желатиновых капсул требует оценки по нескольким параметрам, помимо базовой цены за тысячу капсул.

Как работают капсулы пролонгированного действия: механизмы и наука

Как выбрать экологически чистые добавки без добавок?
Ваш адрес электронной почты не будет опубликован. Требуемые поля отмечены *
Если вы хотите узнать больше о наших продуктах, пожалуйста, не стесняйтесь обращаться к нам, и мы сделаем нашу помощь.
Авторское право © Shaoxing Zhongya Capsule Co., Ltd. Оптовые производители высококачественных пустых капсул
Все права защищены.

